تست التراسونیک تافت TOFD و بازرسی جوش به روش TOFD امروز به عنوان یکی از پیشرفته ترین و دقیقترین تکنیک های آزمون های غیرمخرب (NDT) در صنایع مختلف شناخته میشوند. این روش که بر پایه فناوری امواج فراصوت و زمان پرواز آنها عمل میکند، قادر است کوچکترین ناپیوستگیها و عیوب داخلی را در جوش ها شناسایی کند و به همین دلیل در پروژه های حساس نفت، گاز، پتروشیمی، سازه های فلزی و نیروگاهی کاربرد گستردهای دارد. در این مقاله بهصورت کامل نحوه انجام بازرسی TOFD، اصول عملکرد، کاربردها، محدودیت ها، قابلیت ها و مزایای این روش را بررسی میکنیم و هر آنچه برای درک دقیق تست التراسونیک TOFD برای بازرسی جوش نیاز دارید، توضیح خواهیم داد.
اصول تست التراسونیک پیشرفته (TOFD)
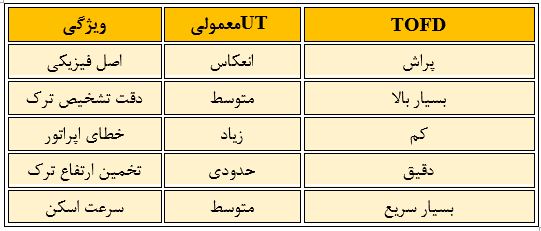
تست التراسونیک پیشرفته TOFD (Time of Flight Diffraction) یکی از دقیقترین و کم خطاترین روشهای ارزیابی جوش در آزمونهای غیرمخرب است که بر پایه پراش (Diffraction) امواج التراسونیک عمل میکند. مزیت اصلی این روش آن است که برخلاف UT معمولی که عمدتاً متکی بر انعکاس موج است، TOFD اطلاعات خود را از امواج پراش یافته در نوک عیوب بهدست میآورد؛ امواجی که حتی در کوچکترین ترک ها نیز ایجاد میشوند و دقت روش را به سطحی بیرقیب میرسانند.
۱. اساس فیزیکی انتشار و پراش امواج در TOFD
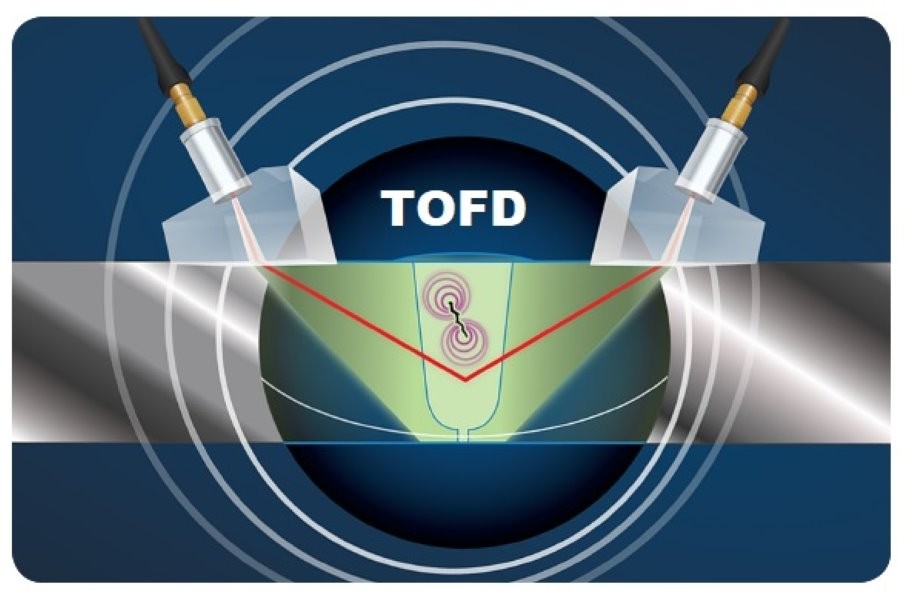
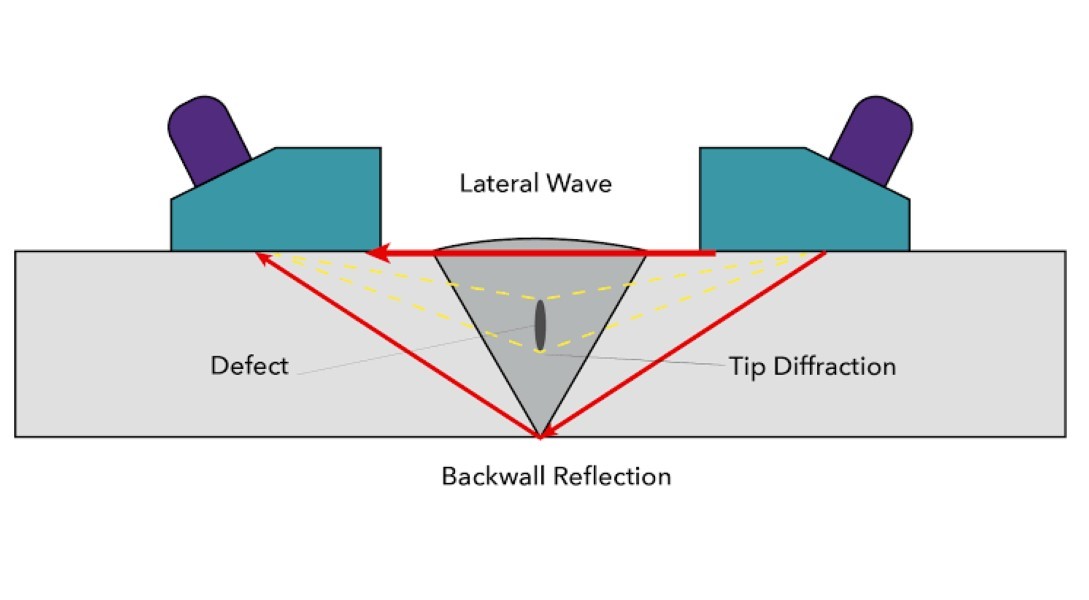
در روش TOFD، دو پروب روبهروی هم قرار میگیرند:
- پروب فرستنده (Transmitter) که امواج طولی (Longitudinal Waves) تولید میکند
- پروب گیرنده (Receiver) که سیگنال های عبوری و پراش یافته را دریافت میکند
امواج تولید شده سه مسیر اصلی را طی میکنند:
الف) موج مستقیم (Lateral Wave)
این موج از سطح قطعه عبور میکند و اولین سیگنال ثبت شده در B-Scan است. از آن برای کالیبراسیون و تعیین سرعت موج در ماده استفاده میشود.
ب) موج برگشتی بازتابی (Back Wall Echo)
بخشی از موج که تا انتهای ضخامت قطعه میرود و بازتاب میشود. این موج برای تعیین ضخامت، همترازی سیستم و صحت عملکرد پروبها اهمیت دارد.
ج) موج پراشیافته (Diffracted Wave)
مهمترین بخش TOFD است. این موج زمانی ایجاد میشود که یک ترک یا ناپیوستگی، مسیر انتشار امواج را مختل کند و باعث پراش در نوک بالایی و پایینی عیب شود.
زمان پرواز این امواج (Time of Flight) نسبت به موج مستقیم و پشت صفحه متفاوت است و همین اختلاف زمانی، امکان تخمین بسیار دقیق ارتفاع، موقعیت و اندازه عیب را فراهم میکند.
۲. اصول پردازش سیگنال در TOFD
۲.۱. ثبت دادهها A-Scan و B-Scan
خروجی TOFD معمولاً بهصورت:
- A-Scan سیگنال خام در یک نقطه
- B-Scan مقطع دو بعدی از جوش
نمایش داده میشود. در B-Scan، سیگنال های پراشیافته از نوک عیب بهصورت دو خط منحنی موازی دیده میشوند که فاصله آنها نشاندهنده ارتفاع واقعی ترک است.
۲.۲. استفاده از Filtering و Averaging
برای حذف نویز و افزایش دقت:
- فیلترهای Digital Signal Processing
- میانگینگیری چندباره (Averaging)
- فیلترهای Frequency Band-pass
بهکار میروند تا کوچکترین تفاوت زمانی به درستی تشخیص داده شود.
۲.۳. تعیین محل عیب از طریق مثلثات و سرعت موج
با داشتن فاصله بین پروب ها (PCS)، سرعت موج در ماده و زمان پرواز، نرمافزار TOFD میتواند دقیقاً تعیین کند:
- موقعیت افقی عیب
- عمق عیب
- ارتفاع عیب
این ویژگی TOFD را به یک عیبیاب کمخطا و قابل اعتماد تبدیل کرده است.
۳. انتخاب فرکانس، زاویه و نسبت PCS
انتخاب صحیح ساختار آزمون در کیفیت نتایج نقش اساسی دارد:
الف) فرکانس پروب
- برای ضخامت پایین: 10–15 MHz
- برای ضخامت متوسط: 5 MHz
- برای ضخامت های بالا : 2–3 MHz
ب) فاصله بین پروبها (Probe Center Spacing)
PCS باید بهگونهای تنظیم شود که:
- موج مستقیم و پراش یافته به خوبی از هم قابل تفکیک باشند
- ناحیه مرده (Dead Zone) حداقل شود
د) زاویه انتشار موج
اغلب از امواج طولی با زاویه صفر استفاده میشود، اما در ضخامت های بالا و مواد خاص ممکن است از امواج مورب نیز بهره گرفته شود.
۴. ناحیه مرده (Dead Zone) و اثرات آن
در نزدیکی سطح، به دلیل همپوشانی موج مستقیم با بخش ابتدایی سیگنال، ممکن است تشخیص عیوب کم عمق دشوار شود.
برای کاهش این محدودیت از روشهای زیر استفاده میشود:
- کاهش فرکانس
- افزایش PCS
- ترکیب TOFD با روش PAUT
- استفاده از چند خط اسکن با زاویه های مختلف
۵. مزیت علمی TOFD در برابر UT معمولی
سیستم های TOFD اتوماتیک و دستی
بازرسی جوش به روش TOFD را میتوان با دو نوع سیستم اصلی انجام داد:
۱. سیستم TOFD دستی (Manual TOFD)
در این روش اپراتور با استفاده از یک اسکنر دستی، پروبها را روی سطح قطعه حرکت میدهد.
ویژگیها:
- مناسب برای بازرسیهای سبک یا بخش های محدود
- هزینه کمتر
- نیازمند مهارت اپراتور
- دقت خوب، اما وابسته به ثبات حرکت دست
۲. سیستم TOFD اتوماتیک (Automatic TOFD)
در روش اتوماتیک، اسکنرهای موتوری یا رباتیک با سرعت ثابت و کنترل شده روی سطح حرکت میکنند.
ویژگیها:
- دقت بسیار بالا
- سرعت اسکن بیشتر
- قابلیت بازرسی طولانی مدت بدون خطای انسانی
- مناسب برای خطوط لوله، مخازن تحت فشار و جوش های طولی
- سیستمهای اتوماتیک TOFD معمولاً در پروژه های صنعتی بزرگ مورد استفاده قرار میگیرند.

کاربردهای TOFD
روش تافت TOFD برای بازرسی جوش یکی از پرکاربردترین روشهای NDT در صنایع بزرگ است. مهمترین کاربردها عبارتاند از:
- بازرسی جوش در خطوط لوله: TOFD قادر است عیوب ریز و عمیق مانند ترک ها را در جوش های طولی و محیطی خطوط لوله شناسایی کند.
- بازرسی مخازن تحت فشار: در تست مخازن، دقت بالا در تشخیص ناپیوستگی های داخلی اهمیت زیادی دارد و TOFD بهترین گزینه است.
- سازه های فلزی و اسکلت های صنعتی: برای بررسی کیفیت جوش سازه های فلزی بلند مرتبه یا حساس.
- صنعت نفت، گاز و پتروشیمی: در پروژه های حساس که شکست جوش میتواند خسارت های جدی ایجاد کند.
- نیروگاه ها: در بازرسی جوش های تجهیزات نیروگاهی مانند دیگ بخار و توربین ها.
بیشتر بخوانید: نقش ضخامت سنجی آلتراسونیک در بازرسی خوردگی دیگهای بخار
نحوه انجام بازرسی TOFD
نحوه انجام بازرسی TOFD شامل یک فرآیند استاندارد و دقیق است. مراحل کلی بهصورت زیر است:
- آمادهسازی سطح: سطح باید تمیز، صاف و فاقد زنگ زدگی یا آلودگی باشد.
- انتخاب پروبها: انتخاب فرکانس مناسب و تعیین زاویه و قطر کریستال
- قرار دادن دو پروب روبهروی هم: یکی فرستنده و دیگری گیرنده
- اعمال کوپلنت: برای انتقال بهتر امواج التراسونیک
- اسکن سطح جوش: به صورت دستی یا اتوماتیک
- ثبت و تحلیل داده ها: داده ها توسط نرمافزار مخصوص تحلیل میشوند و محل دقیق عیوب مشخص میشود.
نحوه کار تست التراسونيك TOFD دقیقاً بر پایه همین زمان پرواز امواج و تحلیل موج پراش یافته است.

صفحات پیشنهادی:
- عیب یاب آلتراسونیک SyncScan
- عیب یاب آلتراسونیک SyncScan 2
- دستگاه جدید Phase Array پرتابل مدل SyncScan 3
محدودیت های تست التراسونیک TOFD
با وجود مزایای فراوان، TOFD نیز محدودیت هایی دارد:
- کاهش دقت در نزدیکی سطح: پیدا کردن عیوب بسیار کم عمق ممکن است چالش برانگیز باشد.
- نیاز به اپراتور ماهر: تحلیل داده های پراش یافته تخصص بالایی میطلبد.
- حساسیت نسبت به شکل پذیری سطح: سطوح ناهموار دقت کار را کاهش میدهند.
- نیاز به تجهیزات نسبتاً گران: هزینه اولیه بالاتر نسبت به روشهای سنتی UT
قابلیتهای تست التراسونیک TOFD
- تشخیص دقیق ترک ها در هر عمق: TOFD قادر است کوچکترین ترک ها و ناپیوستگی ها را با دقت بالا شناسایی کند.
- قابلیت اندازهگیری واقعی ارتفاع ترک: نه تنها وجود عیب، بلکه ابعاد واقعی آن نیز قابل اندازهگیری است.
- سرعت بالای اسکن: برای پروژه های صنعتی بزرگ بسیار مناسب است.
- ارائه تصویر واضح از جوش: به کمک نمایش های A-Scan و B-Scan
- قابلیت تکرارپذیری بالا: نتایج این روش مشابه و قابل اعتماد هستند.
مزایای اصلی TOFD برای بازرسی جوش
- دقت بسیار بالا در تشخیص ترک ها
- سرعت بالا در اسکن مستقل از ضخامت جوش
- پوشش کامل منطقه جوش و HAZ
- حساسیت بالا در تشخیص عیوب ریز
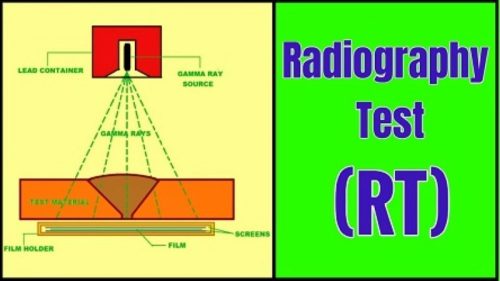
- قابلیت کاهش حجم رادیوگرافی در پروژه ها
- ایمنی بیشتر نسبت به رادیوگرافی صنعتی
به همین دلیل TOFD یکی از بهترین گزینه ها برای بازرسی جوش های حساس در صنایع مختلف است.
نتیجهگیری
در این مقاله با تست التراسونیک تافت TOFD و بازرسی جوش به روش TOFD بهطور کامل آشنا شدیم. این روش که یکی از فناوری های پیشرفته در آزمونهای غیرمخرب است، با تکیه بر امواج پراش یافته، قابلیت شناسایی دقیق و سریع کوچکترین عیوب را در جوش فراهم میکند. با وجود محدودیت هایی مانند نیاز به اپراتور ماهر یا کاهش دقت در نزدیکی سطح، TOFD همچنان بهترین گزینه برای بررسی دقیق کیفیت جوش در پروژه های نفت، گاز، پتروشیمی و سازه های فلزی محسوب میشود.
سوالات متداول
تست TOFD چیست؟
یک روش پیشرفته التراسونیک است که با اندازهگیری زمان پرواز امواج پراش یافته، عیوب داخلی جوش را شناسایی میکند.
آیا TOFD بهتر از رادیوگرافی است؟
برای تشخیص ترکها و ناپیوستگی های خطی، دقت TOFD بیشتر است و همچنین ایمنی بالاتری دارد.
آیا TOFD برای همه جوش ها مناسب است؟
به طور کلی بله؛ اما برای عیوب بسیار کم عمق ممکن است روش مکمل مانند فیزری PAUT نیاز باشد.
تجهیزات مورد استفاده در TOFD چیست؟
دو پروب فرستنده و گیرنده، اسکنر دستی یا اتوماتیک، دستگاه عیب یاب التراسونیک مجهز به نرم افزار TOFD و نرمافزار تحلیل داده