تست رادیوگرافی صنعتی یکی از مهمترین روشهای بازرسی در حوزه تستهای غیر مخرب است که برای شناسایی عیوب داخلی قطعات و اتصالات بدون تخریب آنها به کار میرود. در صنایع حساس مانند نفت، گاز، پتروشیمی، نیروگاه ها و ساخت سازه های فلزی، اطمینان از سلامت جوش و قطعات اهمیت حیاتی دارد و در این میان آزمون رادیوگرافی صنعتی جایگاه ویژهای دارد.
اگر برای شما این سوال مطرح است که رادیوگرافی صنعتی چیست؟ در این مقاله به صورت کامل و گام بهگام به بررسی این روش کاربردی خواهیم پرداخت.
آزمون RT چیست؟
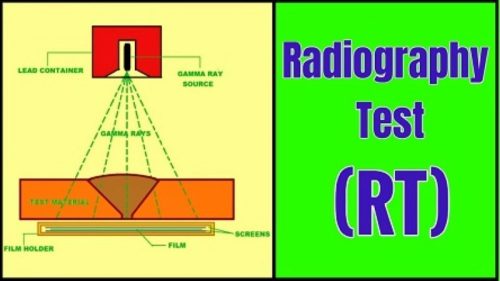
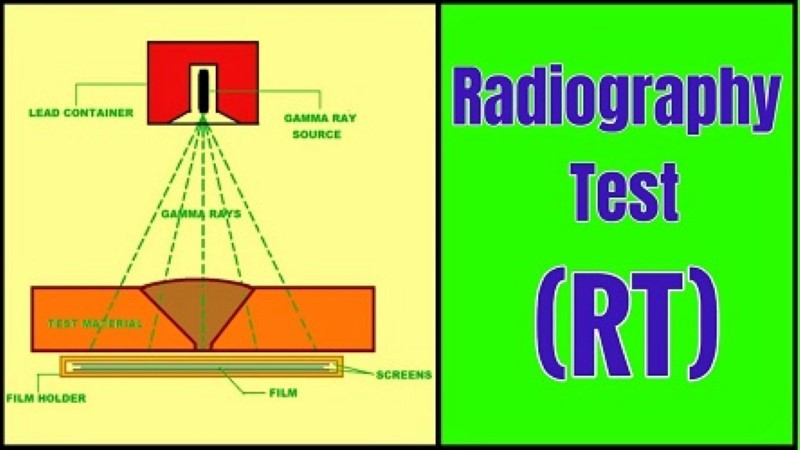
در پاسخ به این پرسش که تست رادیوگرافی چیست؟ باید گفت این روش بر پایه عبور پرتو های یونیزان (اشعه ایکس یا گاما) از داخل قطعه و ثبت تصویر روی فیلم یا دتکتور دیجیتال انجام میشود. هرگونه ناپیوستگی یا عیب داخلی باعث تغییر در شدت پرتو عبوری شده و روی تصویر نهایی به صورت تیرگی یا روشنی متفاوت نمایان میشود.
به زبان ساده، آزمون رادیوگرافی صنعتی شبیه به عکس برداری پزشکی است، با این تفاوت که به جای بدن انسان، قطعات صنعتی و جوشها مورد بررسی قرار میگیرند.
در این روش معمولاً از موارد زیر استفاده میشود:
- اشعه X تولید شده توسط دستگاه (X-Ray)
- اشعه گاما منابع رادیواکتیو مانند Ir-192 یا (Co-60)
- فیلم رادیوگرافی یا دتکتور دیجیتال
- تجهیزات ایمنی پرتویی
بیشتر بدانید: تفاوت تست های التراسونیک و رادیوگرافی در یک نگاه

صفحه پیشنهادی: خرید دستگاه Smart XR
فرآیند گام بهگام انجام تست رادیوگرافی صنعتی (RT)
اجرای صحیح تست رادیوگرافی صنعتی نیازمند رعایت استانداردهای دقیق و مراحل مشخص است. این مراحل به صورت کلی شامل موارد زیر میباشد:
- بررسی دستورالعمل و استاندارد: ابتدا نقشه فنی، استاندارد مرجع مانند ASME یا ISO و کلاس پذیرش عیوب مشخص میشود.
- آماده سازی سطح: سطح قطعه یا جوش باید تمیز باشد تا آلودگیها باعث اختلال در تصویر نشوند.
- انتخاب منبع پرتو: بسته به ضخامت قطعه، نوع ماده و شرایط کارگاهی، منبع اشعه X یا گاما انتخاب میشود.
- جانمایی فیلم یا دتکتور: فیلم رادیوگرافی در سمت مقابل منبع قرار میگیرد تا پرتو عبوری را ثبت کند.
- تنظیم زمان تابش: مدت زمان تابش بر اساس فاصله منبع تا قطعه، ضخامت و نوع ماده محاسبه میشود.
- ظهور فیلم (در روش سنتی): در روش فیلمی، فیلم در تاریکخانه ظاهر شده و تصویر نهایی آماده تفسیر میشود.
- تفسیر نتایج: بازرس سطح 2 یا 3 رادیوگرافی تصویر را بررسی کرده و وجود عیوب را تحلیل میکند.
عیوب قابل شناسایی با RT
یکی از مهمترین مزایای آزمون رادیوگرافی صنعتی توانایی تشخیص عیوب داخلی است. برخی از مهمترین ناپیوستگی هایی که با تست RT قابل شناسایی هستند عبارتند از:
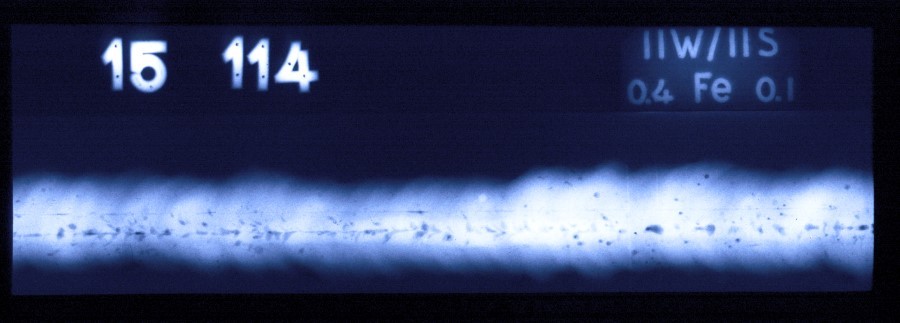
- تخلخل (Porosity)
- حفرات انقباضی
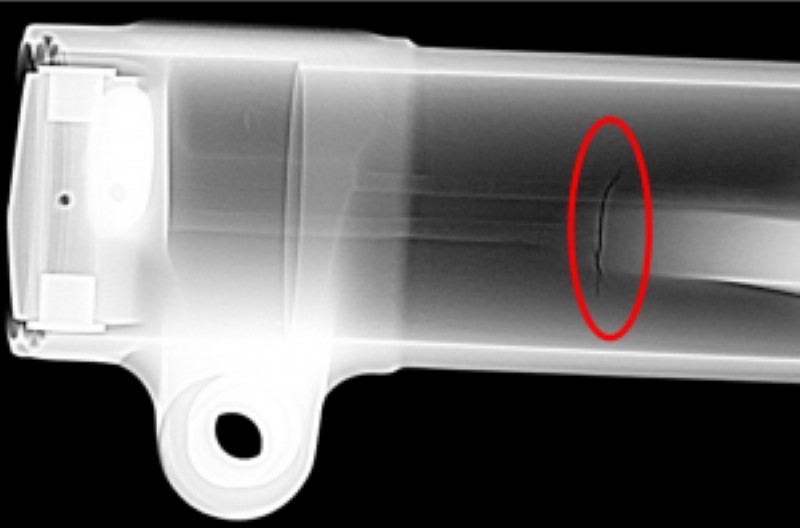
- ترکهای حجمی
- نفوذ ناقص جوش
- ذوب ناقص (Lack of Fusion)
- سرباره محبوس شده
- آخالهای غیر فلزی
به طور کلی، این روش در تشخیص عیوب حجمی عملکرد بسیار خوبی دارد.
انواع تست رادیوگرافی کدامند؟
در پاسخ به این سوال که انواع تست RT چیست، میتوان آن را به چند دسته اصلی تقسیم کرد:
- رادیوگرافی فیلمی (Conventional RT): روش سنتی که در آن از فیلم رادیوگرافی استفاده میشود.
- رادیوگرافی دیجیتال (DR): در این روش از دتکتور دیجیتال استفاده میشود و تصویر به صورت فوری در سیستم نمایش داده میشود.
- رادیوگرافی کامپیوتری (CR): در این روش از صفحات فسفری استفاده شده و تصویر توسط اسکنر خوانده میشود.
- رادیوگرافی با اشعه ایکس: مناسب برای کارگاه ها و ضخامتهای کم تا متوسط.
- رادیوگرافی با اشعه گاما: مناسب پروژه های میدانی و خطوط لوله به دلیل قابلیت حمل بالا.
نحوه انجام تست رادیوگرافی جوش
تست رادیوگرافی جوش یکی از رایجترین کاربردهای این روش است. مراحل اجرای آن شامل موارد زیر است:
- انتخاب تکنیک مناسب Single Wall یا Double Wall
- قرار دادن منبع در یک سمت جوش
- قرار دادن فیلم در سمت مقابل
- تنظیم فاصله منبع تا فیلم (SFD)
- تابش اشعه
- ظهور و تفسیر فیلم
- در جوشکاری خطوط لوله، معمولاً از تکنیک DWDI (Double Wall Double Image) استفاده میشود.
کاربرد تست رادیوگرافی جوش
کاربرد های اصلی تست رادیوگرافی جوش عبارتند از:
بازرسی خطوط لوله نفت و گاز
- مخازن تحت فشار
- سازه های فلزی سنگین
- صنایع نیروگاهی
- کشتیسازی
- صنایع هوافضا
در این صنایع، کوچکترین عیب میتواند منجر به خسارات مالی و جانی سنگین شود، به همین دلیل استفاده از تستهای غیر مخرب مانند RT الزامی است.
مزایای آزمون RT
آزمون رادیوگرافی صنعتی دارای مزایای متعددی است که آن را به یکی از محبوبترین روشهای تستهای غیر مخرب تبدیل کرده است:
- قابلیت مشاهده عیوب داخلی
- ارائه تصویر دائمی (قابل آرشیو)
- مناسب برای قطعات ضخیم
- دقت بالا در تشخیص عیوب حجمی
- قابلیت استفاده در شرایط کارگاهی و میدانی
محدودیتها و چالشهای تست رادیوگرافی صنعتی (RT) چیست؟
با وجود مزایا، تست رادیوگرافی RT دارای محدودیت هایی نیز میباشد:
- اشعه یونیزان خطرناک است و نیاز به رعایت اصول ایمنی سختگیرانه دارد.
- تجهیزات، منابع رادیواکتیو و نیروی متخصص هزینه بر هستند.
- در بسیاری از موارد باید به هر دو سمت قطعه دسترسی داشت.
- در روش سنتی، فرآیند ظهور فیلم زمانبر است.
- این روش برای عیوب صفحهای ظریف همیشه بهترین گزینه نیست و محدودیتهایی در تشخیص ترکهای سطحی دارد.

صفحه پیشنهادی: تجهیزات بازرسی غیر مخرب NDT
نتیجه گیری
در جمع بندی باید گفت تست رادیوگرافی صنعتی یکی از دقیقترین و کاربردیترین روشهای تست های غیر مخرب برای شناسایی عیوب داخلی قطعات و جوشها است. این روش با استفاده از اشعه ایکس یا گاما امکان مشاهده ساختار داخلی قطعات را فراهم کرده و نقش کلیدی در تضمین ایمنی سازهها و تجهیزات صنعتی ایفا میکند.
سوالات متداول
تست رادیوگرافی چیست؟
روشی از تست های غیر مخرب است که با استفاده از اشعه ایکس یا گاما عیوب داخلی قطعات را شناسایی میکند.
تفاوت RT با UT چیست؟
در RT از اشعه استفاده میشود اما در UT از امواج اولتراسونیک بهره میگیرند.
آیا تست RT خطرناک است؟
در صورت رعایت نکردن نکات ایمنی بله؛ اما با رعایت استاندارد های پرتویی ایمن خواهد بود.
آیا تست رادیوگرافی جوش دقیق است؟
بله، مخصوصاً برای تشخیص عیوب حجمی مانند تخلخل و سرباره بسیار دقیق عمل میکند.
در چه صنایعی از آزمون رادیوگرافی صنعتی استفاده میشود؟
نفت و گاز، پتروشیمی، نیروگاه ها، صنایع دریایی، خودروسازی و هوافضا.
صفحات پیشنهادی: